






Fraunhofer IWS通过绿色激光熔化纯铜实现复杂产品的3D打印
Fraunhofer IWS通过绿色激光熔化纯铜实现复杂产品的3D打印
纯铜及铜合金由于极好的导电、导热、耐腐蚀性及韧性等特点,被广泛应用于电力、散热、管道、装饰等领域,有的铜合金材料因具有良好的导电、导热性和较高强度,被广泛应用于制造电子、航空、航天发动机燃烧室部件。但是随着应用端对于复杂结构零部件的需求增多,传统加工工艺已逐渐无法满足全部需求。
金属3D打印技术能够制造复杂的功能集成零部件,这一优势在铜金属制造领域也同样能够得到体现,比如说在铜电感线圈制造领域,金属3D打印技术就可以用于替代传统制造工艺,直接制造复杂电感线圈, 避免对于组装的需求和因焊接带来的不足。关于铜的3D打印技术呈现出越来越经济多样的发展态势,本期3D科学谷与谷友进一步来了解Fraunhofer ILT激光研究所推出通过绿色激光熔化纯铜的解决方案后,其兄弟研究所Fraunhofer IWS材料与束技术研究所在实现复杂铜产品的3D打印方面的收获。
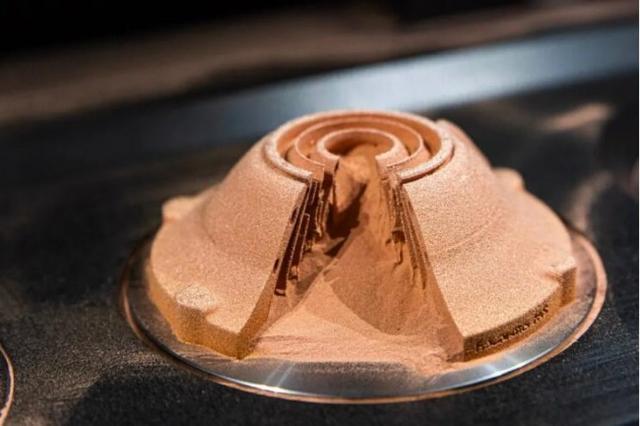
首次3D打印带有复杂设计的铜组件。来源:Fraunhofer IWS
开启复杂铜零件的制造
位于德国德累斯顿的弗劳恩霍夫材料与束技术研究所Fraunhofer IWS通过短波绿色激光对金属进行几乎无缺陷的处理,实现了以前纯铜无法实现的新生产方法。可以用于制造航空航天和汽车工业的由纯铜和铜合金制成的复杂部件,并且可以提高电动机和热交换器的效率。
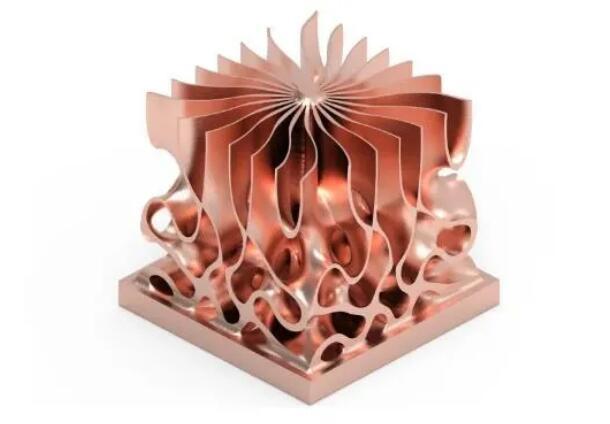
3D打印-增材制造的铜组件特别适合于对热交换和导电性能要求高的组件的制造。例如,可以制造出下一代电力电子设备中更高效、更紧凑的散热器,以及用于卫星中的电气驱动,空间推进系统中的冷却系统以及发动机零部件。

带有复杂设计的铜组件。Fraunhofer IWS
通过Fraunhofer IWS安装的通快绿色激光系列TruPrint1000金属3D打印设备,Fraunhofer IWS能够设计和制造出具有优异导电率和导热率的纯铜组件。这些组件可在电力电子设备中成就更高效的电动机、新型的散热器等零件。此外,还可以应用于电感器线圈的生产中。

Fraunhofer IWS安装的通快TruPrint1000。Fraunhofer IWS
TruPrint1000金属3D打印系统不是使用波长为1064纳米(百万分之一毫米)的红外光,而是使用了具有515纳米波长的高能绿光的激光器。3D科学谷了解到,根据Fraunhofer IWS,先前的实验反复表明,功率高达500瓦的红外激光束不足以完全熔化铜,所使用的能量中只有30%到达铜材料–其余的能量被金属反射。而最大功率为500瓦的新型绿色激光器提供了独辟蹊径的解决方案:铜粉吸收了70%以上的能量并完全熔化,从而使其可用于增材制造。
纯铜导热和导电性特别好
今天,许多铜零件在通过锻造或铸造的制造工艺获得加工。然而,3D打印-增材制造工艺开辟了生产高度复杂几何形状的新选择,而这在常规制造工艺中根本不可能实现。
由于铜的导热性和导电性非常好,因此,当这种金属可以在3D打印-增材制造系统中进行处理,则将对目前和未来的铜产品的设计与制造构成重大改进潜力。
纯铜和铜合金制成的部件在航空航天,电子和汽车工业中,例如发动机燃烧室、电力驱动组件或热交换器中,起着重要作用。增材制造的铜零件由于具有更高的体积比和导电性而优于许多铝和其他合金的解决方案。
3D科学谷Review
关于铜的金属3D打印,根据3D科学谷的市场观察,目前市场上最为流行的应用包括:带冷却流道的发动机燃烧室、铜感应器线圈、铜热交换器、电动机定子绕组。
发动机燃烧室
市场上众多的航天企业纷纷在火箭铜合金推力室方面获得了突破,其中早先Aerojet Rocketdyne在火箭铜合金推力室3D打印领域取得的突破,为制造新一代RL10发动机带来了可能性。3D打印铜合金推力室部件将替代以前的RL10C-1推力室部件。被替代的推力室部件是由传统工艺制造的,由多个不锈钢零件焊接而成,而3D打印的铜合金推力室部件则由两个铜合金零件构成。
相比传统的制造工艺,选区激光熔化3D打印技术为推力室的设计带来了更高的自由度,使设计师可以尝试具有更高热传导能力的先进结构。而增强的热传导能力使得火箭发动机的设计更加紧凑和轻量化,这正是火箭发射技术所需要的。
从事小型火箭制造与发射的航天初创企业Launcher 也测试了铜合金火箭发动机部件。Launcher去年以来一直致力于开发概念验证发动机E-1 ,这是一种3D打印铜合金(Cucrzr)发动机部件,集成了复杂冷却通道,这一设计将使发动机冷却效率得到提升。
Launcher开发的铜合金3D打印推力室。Launcher
NASA在2015年取得了铜合金部件3D打印方面获得进展,制造技术也是选区激光熔化3D打印,打印材料为GRCo-84铜合金。NASA用这项技术制造的3D打印零件为火箭燃烧室衬里,该部件总共被分为8,255层,进行逐层打印,打印时间为10天零18个小时。
这个铜合金燃烧室零部件内外壁之间具有200多个复杂的通道,制造这些微小的、具有复杂几何形状的内部通道,即使对增材制造技术来说也是一大挑战。部件打印完成后,NASA的研究人员使用电子束自由制造设备为其涂覆一层含镍的超合金。NASA的最终目标是要是要使火箭发动机零部件的制造速度大幅提升,同时至少降低50%的制造成本。
根据3D科学谷的市场观察,国内金属3D打印企业铂力特已在铜金属激光成形领域取得了进展,研制出针对难熔金属和高导热、高反射金属的3D打印工艺,实现了复杂流道的铜材料制造工艺,成功制备出3D打印铜合金尾喷管。
铜感应器线圈
一般来说,电感应器中的电感线圈需要经历若干机械制造工序。线圈通过手动弯曲和焊接达到想要的形状,其中小块铜(管)被放在一起并焊接,焊接是一个耗时的过程并且导致大量的生产成本产生。
几何形状越复杂的电感线圈,需要焊接的单个元件越多。当为了获得所需的几何形状而需要彼此相邻的多个焊点时,必须使用几种具有不同熔点的焊接剂,以便在施加第二焊料时第一焊料不会松动。
手工制造的电感器的工作时间和质量不能满足行业不断增长的需求。而通过金属增材制造(AM),可以实现优质的零件,这些零件具有高度复杂的几何形状,从而满足规模生产的需求。没有焊接接头的3D打印电感器需要更少的能量,具有更高的效率并且可以实现均匀的硬化结果。
此外,3D打印不仅推荐用于生产传统上无法实现的精细几何形状。对于标准几何形状,3D打印也具有吸引力且有利可图。用户可以期望3D打印实现与传统焊接的电感器相同的制造成本,而3D打印可以消除传统焊接线圈的所有缺点。例如,GKN粉末冶金工艺下生产的电感器零件的使用寿命是传统制造工艺所生产的零件使用寿命的4倍。
铜热交换器
粉末床熔化(PBF)增材制造技术为制造使得紧凑、高效的新一代热交换器成为可能,如果将金属3D打印技术与具有出色导热性能的铜相结合,为电动汽车热交换器技术的提升带来巨大的想象空间。随着铜合金、纯铜的增材制造变得更为成熟,也为制造高性能铜金属热交换器做了铺垫。结合面向增材制造的设计,将加速新能源汽车等领域换热器产品的创新。
铜散热器。nTopology
电动机定子绕组
在电动汽车方面,铜的3D打印也具有一定的应用潜力。电力驱动及控制系统是电动汽车的核心,也是区别于内燃机汽车的最大不同点。电力驱动及控制系统由驱动电动机、电源和电动机控制装置等组成。电动汽车的其他装置基本与内燃机汽车相同。电力驱动子系统由电控单元、控制器、电动机、机械传动装置和驱动车轮组成。主能源子系统由主能源、能量管理系统和充电系统构成。辅助控制子系统具有动力转向、温度控制和辅助动力供给等功能。
根据3D科学谷的市场观察,市场上,德国Additive Drives公司通过3D打印增材制造电动机定子绕组,并有望显着改善零件性能。
电动机的最大输出功率由于其预热而受到限制,例如由于允许的绕组温度而受到限制。通常有两个提高功率限制的杠杆:首先,以相同的功率减少损耗,其次,改善散热。绕组的设计在这里起主要作用,因为它是主要的热源。
经典的圆线绕组有许多限制:铜导体,绕组工艺和槽口几何形状必须匹配。彼此缠绕的导体形成牢固的图案。此外,圆形导线(经典的导体形状)在几何形状上与梯形凹槽的配合不佳。结果是,每个凹槽都被铜填充了一半,从而形成了空隙。相对较小的导体横截面可确保较大的电热损耗。
德国Additive Drives公司通过3D打印实现了更高的自由度,通过基于粉末床的SLM选区金属3D打印工艺,使得凹槽中的铜含量更大。从物理上讲,这意味着匝的最大横截面和较小的电阻。而通过3D打印所实现的可变的形状还有利于散热,因为每条电线都与线圈的所谓叠片铁芯热接触,因此没有热点。
3D科学谷在《铜金属3D打印白皮书1.0》中,对铜合金、纯铜增材制造中所应用的3D打印技术,铜金属3D打印存在的技术难点,铜金属3D打印材料和工艺的发展情况,铜增材制造的应用前景,典型专利,及其供应链进行了分析。
#Fraunhofer IWS通过绿色激光熔化纯铜实现复杂产品的3D打印#


评论交流